October 24, 2017
Suntory Beverage & Food Limited selected for the CDP Water Security A List Company for the second consecutive year
Suntory Beverage & Food Limited was selected as a CDP Water Security 2017 A List Company in high recognition of our activities for preserving and regenerating nature, such as Water Resource Cultivation, and reducing the amount of water used at plants. CDP is an international non-profit organization that provides environmental information disclosure systems. SBF was one of 73 corporations (including 12 Japanese corporations) selected as a 2017 A List Company from among approximately 1,600 eligible corporations throughout the world. Continuing from last year, this was the second consecutive year that SBF was selected.
This result was announced during the CDP 2017 Japan Report Session held at United Nations University in the Shibuya Ward of Tokyo on Tuesday, October 24.
CDP is an international NPO which works to measure, disclose, manage and share important environmental information on entities such as companies and cities. Since 2003, the organization has worked on behalf of great number of institutional investors to collect and subsequently analyze information on business risks and opportunities emerging due to greenhouse gas emissions and climate change. Results on major companies from throughout the world are published annually. Starting in 2010, CDP began collecting and analyzing information concerning water-related risks and in 2014 the organization began carrying out investigations targeting 150 Japanese companies. The organization has conducted response evaluations since 2015. This year, investigations were conducted with the approval of 803 institutional investors from around the world managing a total of 100 trillion US dollars in assets.
As a company supported by nature's gifts, Suntory Beverage & Food Limited recognizes its responsibility for preserving and regenerating the natural environment and reducing environmental impact. With that in mind, we have set Targets toward 2020*1 based on the Environmental Vision toward 2050 established by the Suntory Group for contributing to the creation of a sustainable society, and are conducting various activities aimed at reducing environmental impact.
*1 (1) 42% reduction in water used for the washing and cooling of manufacturing facilities and containers at SBF plants*2
(2) 25% reduction in CO2 emissions*2within our value chain as a result of the further weight reduction of containers, the utilization of renewable materials and bio-based materials, the active introduction of vending machines consuming the lowest amount of power in Japan*3, etc.
*2
Reduction in terms of intensity based on the assumption of 2007 business domains
*3
As of December 2016
We see the CDP Water A List for 2017 as an appraisal of our efforts toward reducing environmental impact serving to promote the effective utilization of water resources. Such initiatives include the cascading* of water at plants for the purpose of reducing amounts of water used, as well as our initiatives toward preserving and regenerating natural environment, such as water resource cultivation scientifically-based activities conducted in cooperation with specialized institutions such as the Suntory Institute for Water Science and local universities.
* Cascading (downcycling) is a technique that serves to categorize water used in the manufacturing process into grades (washing levels) such as water used for cooling and water used for washing. Cascading entails the stratified re-usage of water from applications requiring higher grades of water within applications requiring lower grades.
Suntory Beverage & Food Limited has stated that Mizu to Ikiru (living with water) is its promise to society. We hold a variety of activities related to water. Examples include protection and regeneration of the natural environment, reduction of environment impact, and "Suntory Mizuiku -water education- program” (an environmental education program for the next generation).
In January 2017, in response to how the Suntory Group is expanding its corporate activities globally, the Suntory Group Sustainable Water Philosophy was formulated as basic philosophy for all its water related activities. Moving forward, the over 300 Group companies in Japan and abroad will share this philosophy while conducting activities for the preservation of water, the most important resource for the company’s business, in accordance with the individual environment of each region.
November 5, 2015
For the second consecutive year, the CDP selected Suntory Beverage & Food Limited
for the Climate Performance Leadership Index (the Climate “A” List)
Suntory Beverage & Food Limited was selected as a CDP Water Security 2017 A List Company in high recognition of our activities for preserving and regenerating nature, such as Water Resource Cultivation, and reducing the amount of water used at plants. CDP is an international non-profit organization that provides environmental information disclosure systems. SBF was one of 73 corporations (including 12 Japanese corporations) selected as a 2017 A List Company from among approximately 1,600 eligible corporations throughout the world. Continuing from last year, this was the second consecutive year that SBF was selected.
This result was announced during the CDP 2017 Japan Report Session held at United Nations University in the Shibuya Ward of Tokyo on Tuesday, October 24.
Suntory Beverage & Food Limited (Head Office: Chuo Ward, Tokyo; President & CEO: Nobuhiro Torii) has been awarded a position on the Climate “A List” of the Climate Performance Leadership Index (CPLI) in high recognition for our actions to reduce carbon emissions and mitigate the business risks of climate change. This result was announced during the CDP 2015 Japan Report Session held at the United Nations University U Thant International Conference Hall (Shibuya Ward, Tokyo) on Wednesday, November 4.
CDP is an international NPO which works to measure, disclose, manage and share important environmental information on entities such as companies and cities. Representing 822 institutional investors across the world with a total of US$95 trillion in managed assets, the CDP sends questionnaires on climate change information to corporations throughout the world. It then makes assessments based on the reported information and publishes the results. SBF was assessed as being in the top 5% of the surveyed companies from throughout the world, and became one of the 113 companies to make it onto the “A List.”
As a company supported by nature's gifts, Suntory Beverage & Food Limited recognizes its responsibility for preserving and regenerating natural environment and reducing environmental impact. With that in mind, we have set Targets toward 2020*1 based on the Environmental Vision toward 2050 established by the Suntory Group for contributing to the creation of a sustainable society, and are conducting various activities aimed at reducing environmental impact.
*1
(1) 42% reduction in water used for the washing and cooling of manufacturing facilities and containers at SBF plants*2
(2) 25% reduction in CO2 emissions*2 within our value chain as a result of the further weight reduction of containers, the utilization of renewable materials and bio-based materials, the active introduction of vending machines consuming the lowest amount of power in Japan, etc.
*2
Reduction in terms of intensity based on the assumption of 2007 business domains
The excellent result in CDP 2015 can be attributed to recognition of SBF’s actions to reduce the burden on the environment and to disclose environmental management information. SBF will make further advances in environmental management as a corporate group which has stated that Mizu to Ikiru (living with water) is its promise to society.
October 29, 2014
Chairman’s Award, Awards for Promoters of the 3Rs
Held by the National Convention for the Promotion of the 3Rs
The Awards for Promoters of the 3Rs aim to promote the 3R (Reduce, Reuse, Recycle) activities and to increase recycling awareness by recognizing individuals, groups, schools, businesses, local governments, and other organizations which made significant contributions by taking the initiative to promote 3R and holding continuous activities.
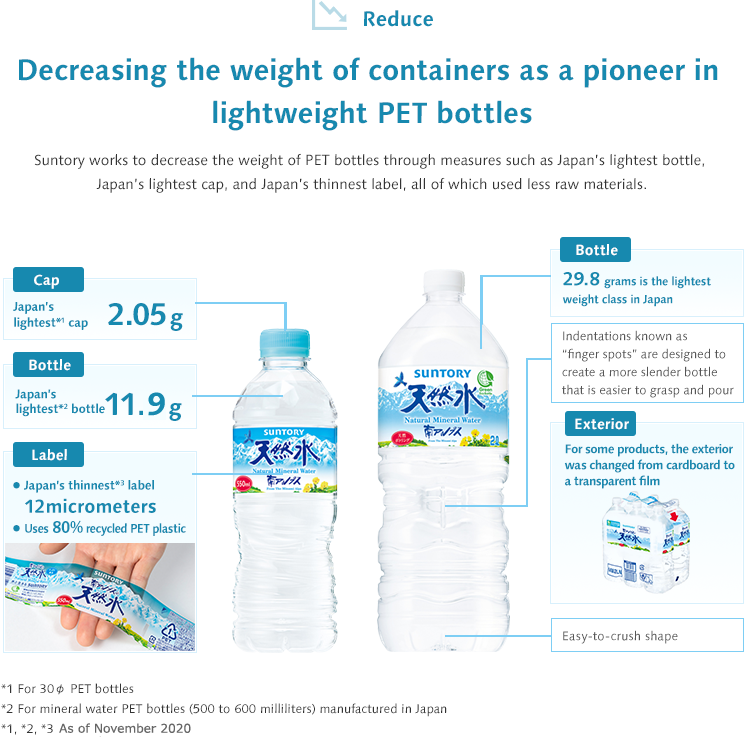
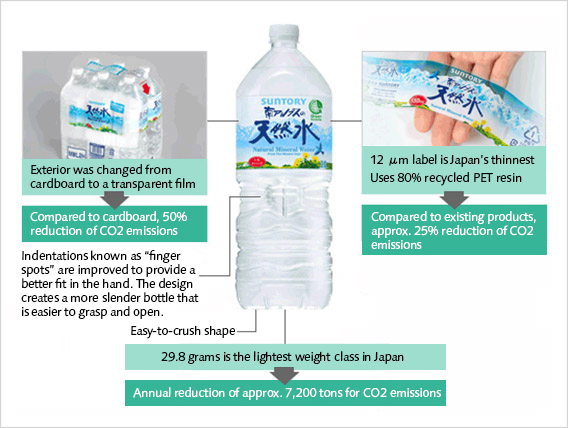
SBF was recognized for its development of bottles which are easy to sort and recycle and weigh the least of any bottles produced in Japan, implementation of 12μm roll labels by further increasing the thinness of 16μm labels which had been Japan’s thinnest label, and further reduction of environmental impact during manufacturing.
October 28, 2014
2014 Minister of the Environment Award for Promoters of the Development of a Recycling-Oriented Society
Held by the National Convention for the Promotion of the 3Rs
The Award for Promoters of the Development of a Recycling-Oriented Society was established by the Ministry of the Environment in 2006 in order to recognize individuals who have made outstanding contributions to the development of a recycling-oriented society. The award aims to contribute to the formation of a recycling-oriented society by recognizing the accomplishments of individuals, corporations, and groups that have made significant achievements toward the appropriate promotion of reduce (reducing the amount of waste generated), reuse, and recycle.
SBF was one of three companies to be selected for the Minister of the Environment Award.
October 15, 2014
Selected for both the CDLI and CDPI awards at CDP 2014 Japan500
Held by the CDP
For CDP 2014 Japan500, as a representative of 767 institutional investors with a total of US$92 trillion in managed assets, the CDP (an international NPO that measures, publishes, manages, and shares important environmental information on corporations and cities) sends questionnaires on climate change information to 500 Japanese corporations. It then makes assessments based on the reported information and publishes the results.
Corporations with outstanding disclosure are selected for the CDLI, while corporations with outstanding performance are selected for the CPLI. In 2014, SBF was selected for both groups. The excellent result can be attributed to recognition of SBF’s actions to reduce the burden on the environment and to disclose environmental management information.
October 29, 2013
Suntory Beverage and Food Limited wins the Minister of Agriculture, Forestry and Fisheries Award
FY2013 Awards for Promoters of the 3Rs
Held by the National Convention for the Promotion of the 3Rs
In fiscal 2013, SBF won the Minister of Agriculture, Forestry and Fisheries Award at the Awards for Promoters of the 3Rs (held by the National Convention for the Promotion of the 3Rs).
Established in 1991, this award aims to promote the 3R (Reduce, Reuse, Recycle) activities and to increase recycling awareness by recognizing individuals and groups which made significant contributions by taking the initiative to promote 3R and holding continuous activities for achieving a sustainable society, as well as businesses, etc., that have made especially recognized for their contributions.
The main points of SBF’s evaluation are listed below.
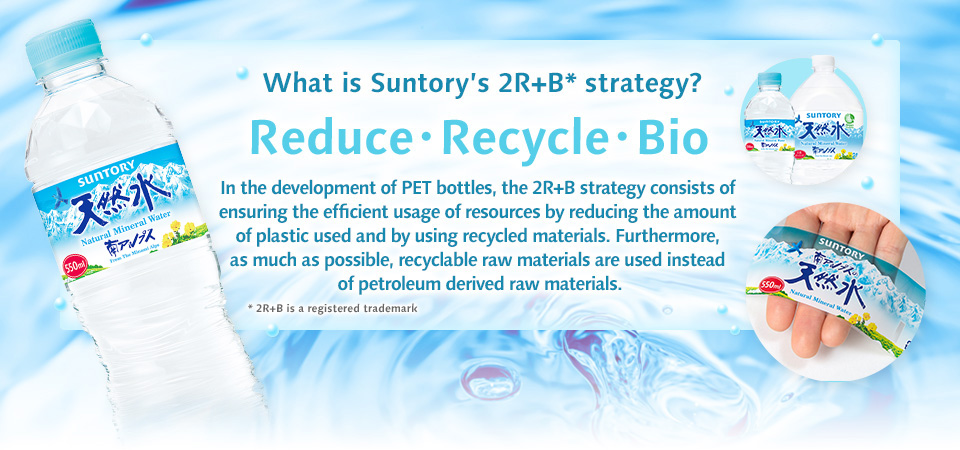
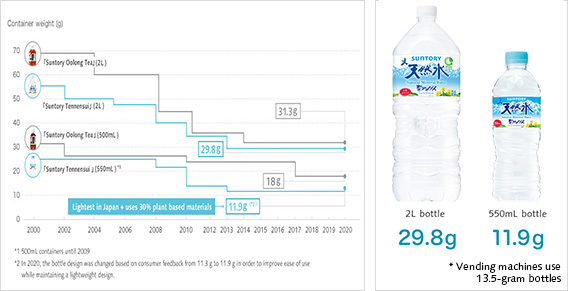
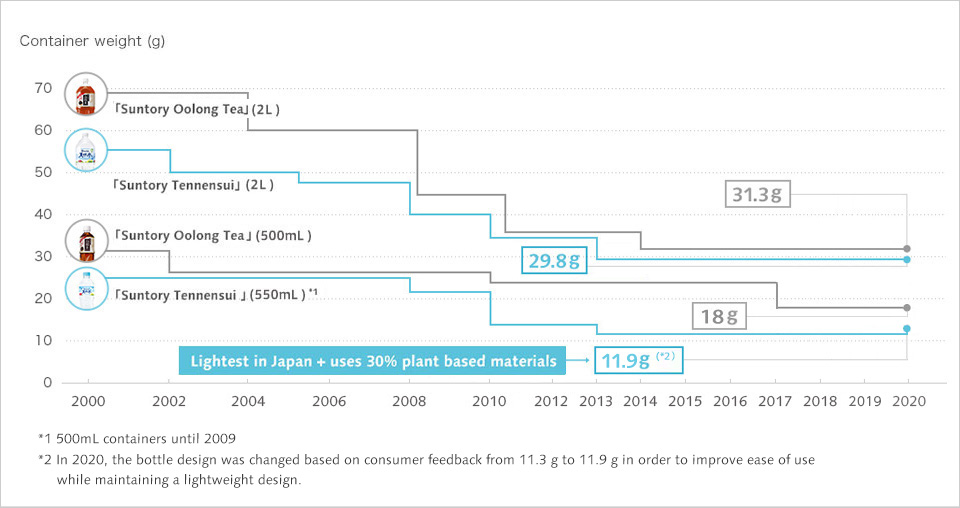
● Development of Japan’s lightest bottles for easy sorting and recycling
In addition to having already introduced a 2L PET bottle weighing 29.8 grams (the lightest in Japan), in May 2013, SBF introduced an independently developed 550mL PET bottle weighing 11.3 grams (the lightest in Japan) for Suntory Tennensui (excluding products sold in vending machines). By doing so, SBF achieved Japan’s lightest bottles for both large capacity and small capacity. The reduced weight makes it easier to crush bottles by hand after drinking. Furthermore, the use of an easy-to-peel roll label is designed for ease of sorting during recycling.
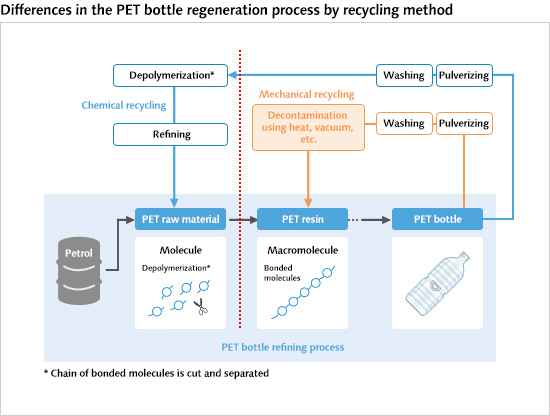
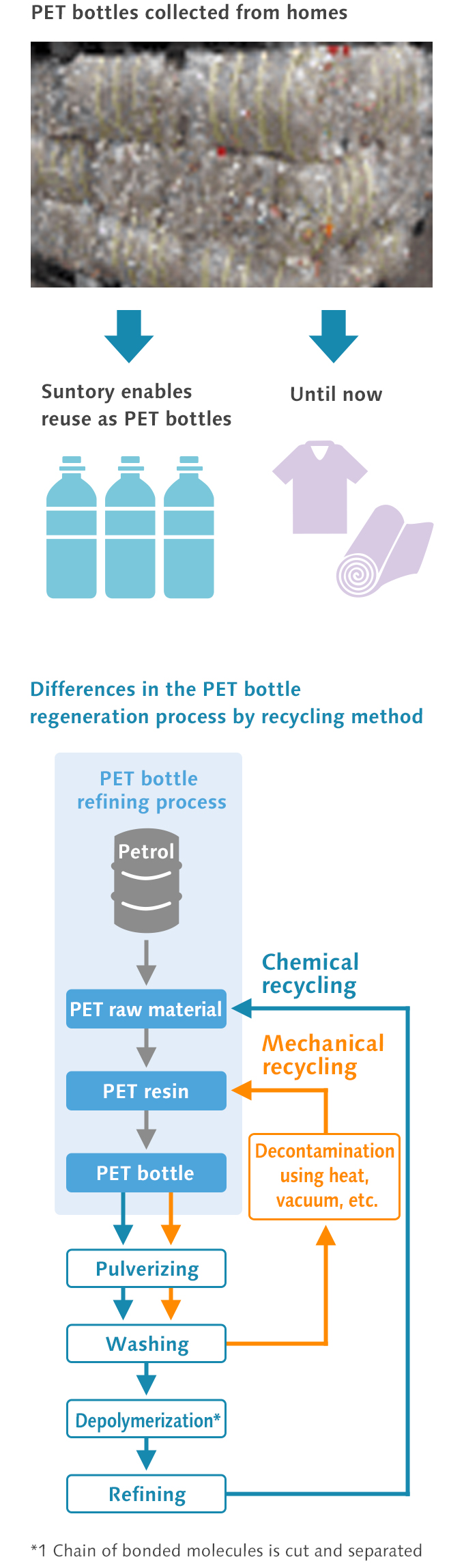
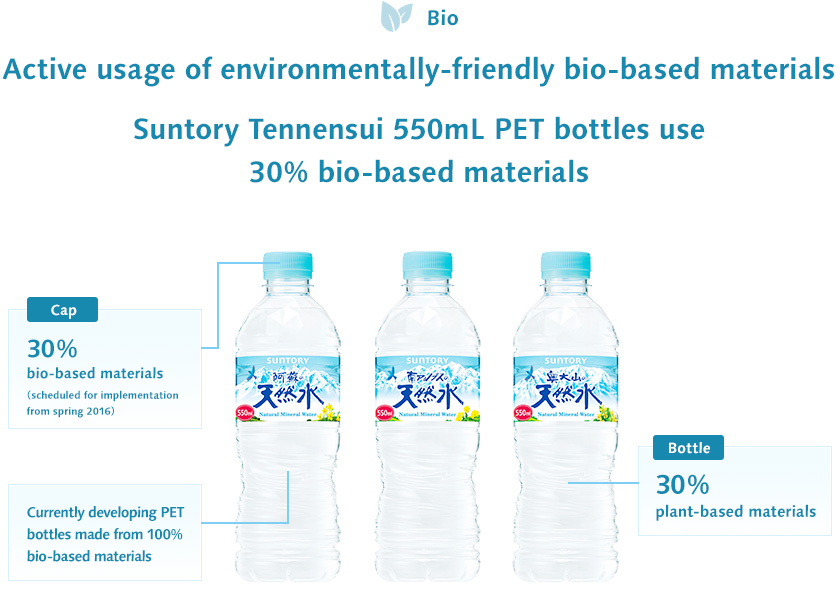
● Utilization of bio-based materials
Stable supply of bio-based materials is now possible. SBF has achieved manufacturing of PET bottles which are always made of 30% bio-based materials. These materials are used for 550mL PET bottles.
These activities have made it possible to reduce the amount of petroleum-based materials by approximately 40%*. (* Per one 550-milliliter PET bottle)